2024|🇯🇵MARKEY|俏皮插畫|清爽夏季襯衫|跳色衣領|單穿外搭都好看|90-150
NT$ 790.00
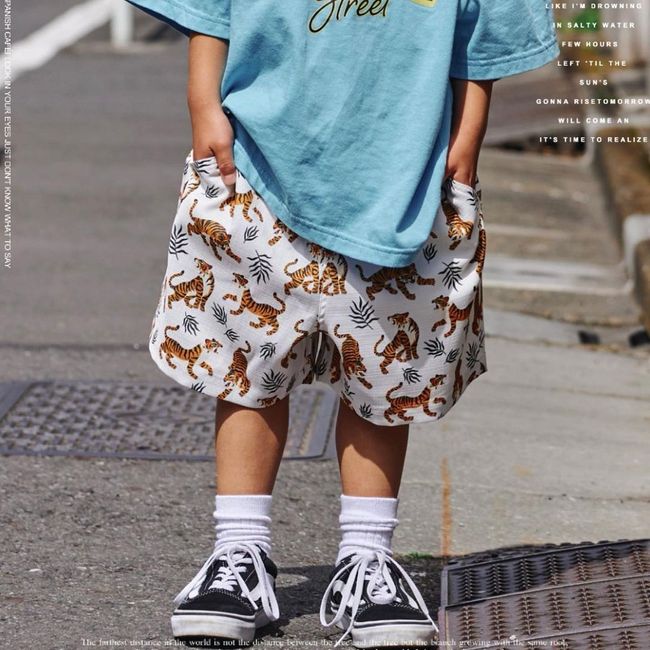
2024|ALOHA度假風|手繪原創插畫|西部荒野|冒險之旅|親膚透氣|天竺棉|可機洗
NT$ 1,390.00 NT$ 1,590.00
For new member only